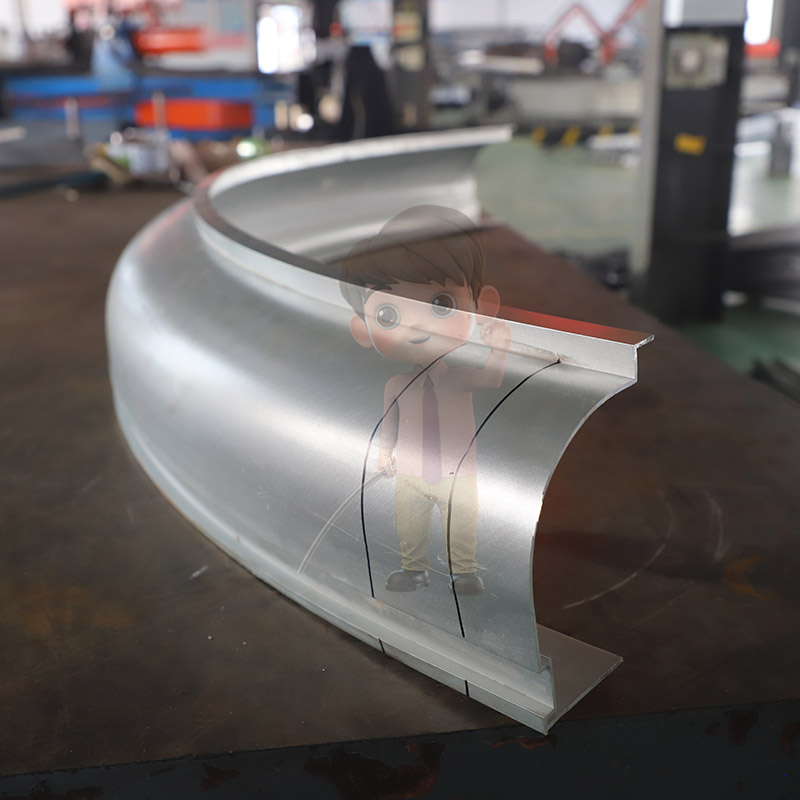
Aluminiumprofil-Dekorleisten (wie Wandleisten, Deckenrandprofile, Möbelverzierung) erfordern aufgrund ihrer Ästhetik oft das Biegen in gebogene oder komplexe Kurven.
Dehnbiegen (Stretch Bending):
-Prinzip: Das Aluminiumprofil wird in einem gedehnten Zustand in die Form einer Vorlage gebogen, wobei Zugkraft und Biegekräfte kombiniert werden, um das Rückfedern zu reduzieren.
-Anwendungsbereich: Geeignet für mittlere bis kleine Radien und komplexe Kurven (z. B. S-Form, Wellenform-Dekorleisten).
-Vorteile: Reduziert innere Materialspannungen und eignet sich für hohe Präzisionsanforderungen.
-Werkzeuge: Dehnbiegegeräte, Walzbieger, Rohrbiegemaschinen, maßgeschneiderte Formen.
-Fallstudie: Shanghai Zhonghai Cheng.

Beim Biegen von Aluminiumprofilen entstehen komplexe Spannungen und Verformungen, die die Qualität der Dekorleisten beeinflussen. Hier sind die Schlüsselpunkte für das Dehnen von Aluminiumprofilen:
Verteilung der Normalspannung:
- Beim Biegen wirkt auf die Außenseite Zugspannung, auf die Innenseite Druckspannung, und die Spannung an der neutralen Achse beträgt null.
- Formel für die Normalspannung: \(\sigma=\frac{M\cdoty}{I}\), wobei \(M\) das Biegemoment, \(y\) der Abstand zur neutralen Achse und \(I\) das Flächenträgheitsmoment ist.
- Dekorleisten sind oft dünnwandige Profile (z. B. T-Form, L-Form), daher muss das Flächenträgheitsmoment berechnet werden, um die maximale Spannung zu bestimmen.
Verformung und Krümmung:
- Verformung \(\varepsilon=\frac{y}{R}\), wobei \(R\) der Biegeradius ist.
- Aluminiumprofile (z. B. 6063-T5) haben eine gute Dehnbarkeit, aber bei kleinen Radien kann es zu plastischen Verformungen oder Rissen kommen.
Rückfederung (Springback):
- Aluminiumprofile haben einen hohen Elastizitätsmodul, wodurch nach dem Biegen Rückfederung auftritt, die die Krümmungsgenauigkeit beeinträchtigt.
- Lösung: Beim Dehnbiegen eine Vorspannkraft anwenden oder in der Formgestaltung die Rückfederung (in der Regel 2-5 %) kompensieren.

Häufige Probleme und Lösungen beim Biegen von Aluminiumprofilen:
-Oberflächenkratzer oder Verformungen:
-Ursache: Raue Oberflächen von Rollen oder Formen erhöhen die Reibung während der Bearbeitung.
-Lösung: Verwendung von polierten Formen oder Hinzufügen von Schmiermitteln (z. B. Schmieröl, Schutzfolien).
-Prävention: Auswahl von anodisierten oder beschichteten Aluminiumprofilen zur Erhöhung der Verschleißfestigkeit.
-Risse oder Brüche:
-Ursache: Zu kleiner Biegeradius, der über die Dehnbarkeitsgrenze des Materials hinausgeht, oder innere Materialfehler.
-Lösung: Auswahl von dehnbaren Aluminiumlegierungen (wie 6063, 6061) und Kontrolle des minimalen Biegeradius (in der Regel das 3-5-fache der Materialdicke).
-Prävention: Wärmebehandlung (z. B. T5/T6-Zustand), um die Zähigkeit des Materials zu erhöhen, ggf. Vorwärmen.
-Querschnittsverzerrung:
-Ursache: Asymmetrische Querschnitte (z. B. L-Form, U-Form) erfahren beim Biegen ungleichmäßige Kräfte.
-Lösung: Verwendung von Haltevorrichtungen zur Fixierung des Querschnitts oder Einsatz von CNC-Dehnbiegegeräten zur Steuerung der Kraftverteilung.
-Prävention: Design symmetrischer Querschnitte oder Simulation der Spannungsverteilung vor der Bearbeitung.
-Ungenauigkeit der Abmessungen:
-Ursache: Rückfederung, Formfehler oder ungenaue Geräte.
-Lösung: Verwendung von CNC-Geräten zur genauen Steuerung des Biegewinkels und Verwendung hochpräziser Formen.
-Prävention: Durchführung von Teststücken vor der Bearbeitung zur Anpassung der Parameter.

Hier sind die Hinweise des Beijing Shengda Weiye Profilbiegefabrik:
-Materialauswahl: Wählen Sie je nach dekorativen Anforderungen geeignete Aluminiumlegierungsprofile und Oberflächenbehandlungen aus, um sowohl Ästhetik als auch Langlebigkeit zu gewährleisten.
-Minimaler Biegeradius: Berücksichtigen Sie die Dicke des Aluminiumprofils und den Legierungstyp, um zu vermeiden, dass ein zu kleiner Radius zu Rissen führt.
-Gerätegenauigkeit: Bevorzugen Sie CNC-Rundbiegemaschinen oder Biegemaschinen, um menschliche Fehler zu minimieren.
-Umgebungsfaktoren: Vermeiden Sie Feuchtigkeit während der Verarbeitung und Lagerung, um Oxidation oder Verformung des Aluminiumprofils zu verhindern.
Wenn Sie spezifischere Anforderungen haben (z. B. eine bestimmte Querschnittsform, spezifische Radien, Empfehlungen für Bearbeitungsgeräte oder Ratschläge für bestimmte Regionen wie die Shengda Biegefabrik), kontaktieren Sie uns bitte!